



合金弯管云浮实业厂家
弯管在传统生产工艺中为了得到更好的质量,在使用过程中会采用一些方法来提高产品质量,弯曲过程中可以直接使用高强度模具。目前弯管的使用在不断扩大,产品在使用过程中会直接产生其良好的性能运行,如果使用该产品,应该用酸洗液清洗,因为酸洗液具有腐蚀性,如果不慎接触皮肤,需要立即用流动清水清洗。弯管加工过程中多余的废液需要立即处理,然后妥善排放。酸洗液在储存过程中需要放置在阴凉通风的地方,整个产品只适合工业使用,产品用毛笔和布蘸上酸洗液,然后试擦于需要处理的表面。
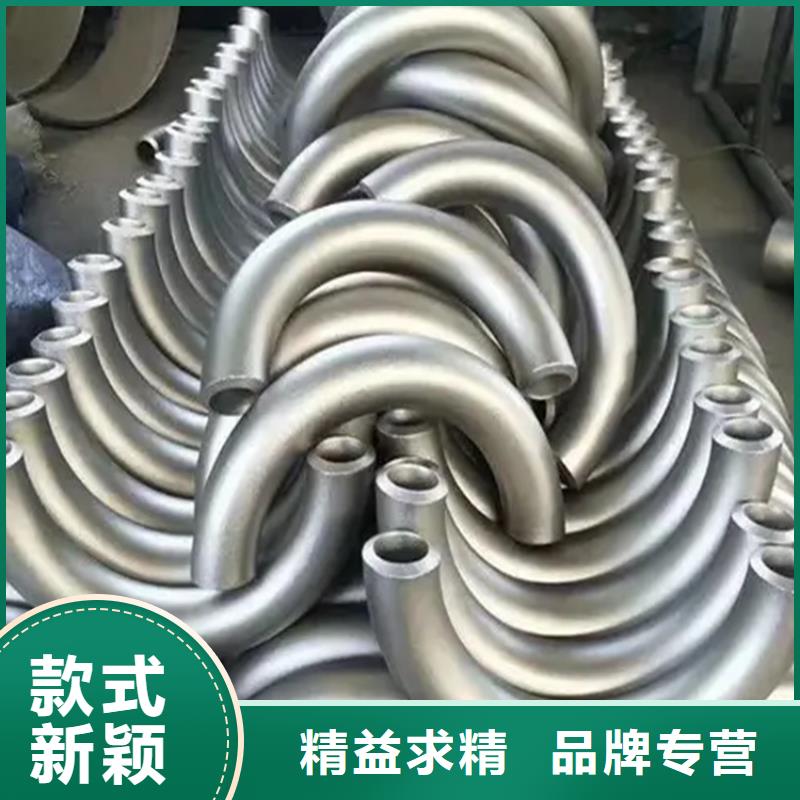
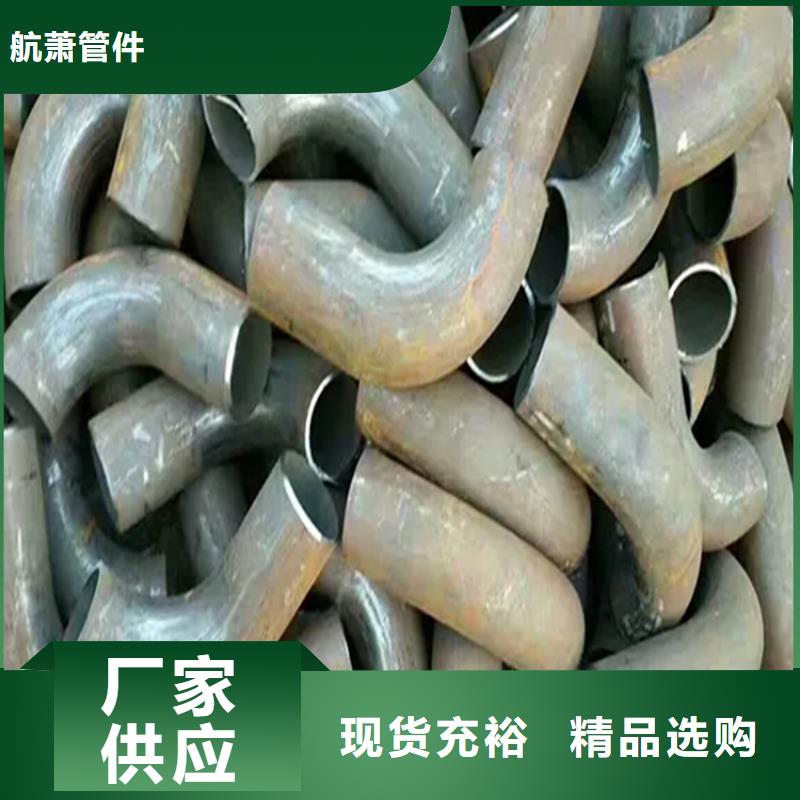
 拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务、
拥有中频弯管生产线10条、冷弯生产线10条,可生产各种材质的圆管、方管、H型钢 槽钢 工字钢 不锈钢管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型弯管及跨河跨江用大半径、大跨度弯管。可按客户图纸加工生产。为方便一站式服务、
 航萧管件
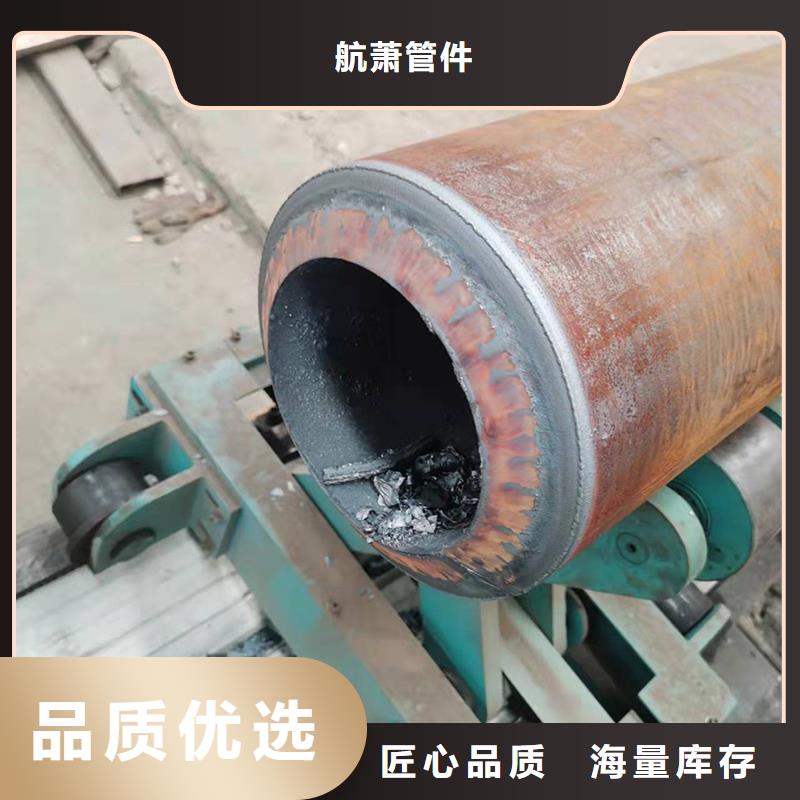
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容:
(1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂;
(2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
(3)如果管件有椭圆度的要求时,控制其断面产生畸变;
(4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
航萧管件
弯管机弯制原理 弯管机进行弯管的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时, 中性层外侧管壁受拉应力盯l作用,管壁变薄;中性层内侧管壁受拉应力仃1作用,管壁变厚。而且横截面的形状由于受合力 F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 弯管的变形程度,取决于相对弯曲半径R囝和相对厚度t/D数值的大小、R巾和t/D值越小,表示变形程度越大。为保证管 件成形质量,必须控制变形程度在许可范围内,弯管弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的 使用要求。管件的成形极限应包含以下几个内容:
(1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂;
(2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱;
(3)如果管件有椭圆度的要求时,控制其断面产生畸变;
(4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。
 全自动弯管机的尺寸大小的选型区别
全自动弯管机的价格是按照弯管机型号、编号的种类大小来区分的,根据实际弯管的外径尺寸要求选择相应的液力弯管机型号编号,使弯管机型号编号和实际价格更为准确。
全自动弯管机制造商对于各种液压弯曲机械有非常详细的产品区分,能满足用户实际使用需求,液压弯曲机械的选择其实很重要,有明确的液压弯曲机械型号号选择我们知道液压弯曲机械的价格。
全自动弯管机的型号也是根据管材的外径来区别的,如DW38NC液压弯管机较大弯管外径为38MM,这里所说的较大管材外径尺寸也是有管材材质要求的,一般用碳钢、圆管来表示。而且弯不锈钢管或者方管,弯管机型号选择稍微大一点的型号比较合适,避免弯管机型号号太小而不能弯曲。
了解了如何区别全自动弯管机的型号后,可以根据自己的管材外径尺寸来选择弯管机,这样就可以根据全自动弯管机的型号来找出价格,以便更清楚地选择哪种全自动弯管机。
全自动弯管机的尺寸大小的选型区别
全自动弯管机的价格是按照弯管机型号、编号的种类大小来区分的,根据实际弯管的外径尺寸要求选择相应的液力弯管机型号编号,使弯管机型号编号和实际价格更为准确。
全自动弯管机制造商对于各种液压弯曲机械有非常详细的产品区分,能满足用户实际使用需求,液压弯曲机械的选择其实很重要,有明确的液压弯曲机械型号号选择我们知道液压弯曲机械的价格。
全自动弯管机的型号也是根据管材的外径来区别的,如DW38NC液压弯管机较大弯管外径为38MM,这里所说的较大管材外径尺寸也是有管材材质要求的,一般用碳钢、圆管来表示。而且弯不锈钢管或者方管,弯管机型号选择稍微大一点的型号比较合适,避免弯管机型号号太小而不能弯曲。
了解了如何区别全自动弯管机的型号后,可以根据自己的管材外径尺寸来选择弯管机,这样就可以根据全自动弯管机的型号来找出价格,以便更清楚地选择哪种全自动弯管机。
